Das Recycling von Metallen bietet enorme Potenziale zur Reduzierung von CO2-Emissionen. Wissenschaftliche Studien belegen seit Jahren, dass die Kreislaufwirtschaft eine…

Entdecken Sie in unserem Service-Bereich eine Vielzahl nützlicher Informationen und Angebote. Unsere Services umfassen:

Entdecken Sie, wie Qualität, Karriere und Nachhaltigkeit bei der FELDER GMBH gelebt werden. Erfahren Sie mehr über uns:

In Trinkwasser und Heizungsinstallationen findet man häufig Weichlötverbindungen. Sie sind zugelassen für die Verarbeitung von Kupferrohren sowie innenverzinnten Kupferrohren mit einem Außendurchmesser bis einschließlich 35 mm. Die maximal zugelassene Temperatur dieser Installationen beträgt 110 °C. Die Lötverbindung erfolgt im sogenannten Weichlötverfahren, das bei Arbeitstemperaturen ≥ 270 °C durchgeführt wird.
Das Weichlöten von Kupferrohren erfordert eine gewissenhafte Vorbereitung, die richtige Auswahl von hochwertigen Materialien und eine präzise Ausführung des Lötvorgangs. Durch die Beachtung der, im Folgenden beschriebenen, Schritte lassen sich langlebige, dichte und hygienisch einwandfreie Verbindungen herstellen. Mit den, vom DVGW-zugelassenen, Lötmitteln von FELDER steht dem erfolgreichen Weichlöten nichts im Wege.
Ein wesentliches Kriterium bei der Auswahl der eingesetzten Materialien ist die Qualität: Das verwendete Flussmittel oder die Lötpaste muss stets sowohl das DVGW- als auch das RAL-Gütezeichen tragen. Nur so wird gewährleistet, dass die Materialien den hohen Anforderungen an Trinkwasserhygiene und Betriebssicherheit entsprechen. Außerdem schreibt der DVGW vor, dass die eingesetzte Fittingslötpaste einen Metallanteil von mindestens 60 Gew.-% (Lotpulver) enthalten muss. Die verwendeten Fittings selbst sollten ebenfalls gütegeprüft sein, was sich anhand des RAL-Gütezeichens, des Herstellerzeichens, des angegebenen Anschlussdurchmessers und des DVGW-Prüfzeichens auf der Verpackung erkennen lässt.
Eine sorgfältige Vorbereitung der Lötstellen ist essenziell für das Gelingen einer dauerhaften und dichten Weichlötverbindung. Folgende Schritte sind hierbei zu beachten:
Bevor mit dem Löten begonnen werden kann, müssen Rohr und Fitting von allen Verunreinigungen, Oxidationsschichten und anderen Ablagerungen befreit werden. Hierzu wird das Rohr außen mit einem metallfreien Vlies – beispielsweise dem FELDER Cu-Rovlies – oder einer Ringbürste gründlich gereinigt. Bei Bedarf wird das Fitting ebenfalls innen mit einer passenden Rundbürste aufgeraut und gesäubert.
Um eine starke Oxidation oder Verschmutzung der Fittings während der Lagerung zu vermeiden, sollte die Verpackung erst unmittelbar vor der Verarbeitung geöffnet werden. Idealerweise werden die Fittings zudem an einem trockenen, sauberen und gut belüfteten Ort gelagert, um eine Beeinträchtigung der Materialqualität zu verhindern.

Nach der Reinigung wird auf das vorbereitete Rohrende eine dünne, gleichmäßige Schicht Lötpaste oder Flussmittel aufgetragen. Hier bietet sich beispielsweise die bewährte Cu-Rofix®3 – Spezial Lötpaste an. Das Auftragen erfolgt sorgfältig mit einem Pinsel, wobei darauf zu achten ist, dass die gesamte Oberfläche gleichmäßig benetzt wird.

Das Fitting wird nun auf das mit Flussmittel bestrichene Rohrende aufgesteckt. Es ist darauf zu achten, dass das Fitting ohne Verkantung sitzt und bis zum Anschlag aufgeschoben wird, um eine gleichmäßige und vollständige Benetzung der Lötstelle zu gewährleisten.

Etwaige überschüssige Lötpaste oder Flussmittel, die beim Aufstecken herausgedrückt wird, sollte mit einem sauberen, trockenen Tuch entfernt werden. Dies reduziert Verunreinigungen durch Flussmittelrückstände und gewährleistet eine optisch einwandfreie, saubere Lötstelle.

Beim Weichlöten ist es wichtig, einem strukturierten Arbeitsablauf zu folgen, um eine gleichmäßige Erwärmung der Bauteile und ein optimales Fließverhalten des Lotes zu gewährleisten:
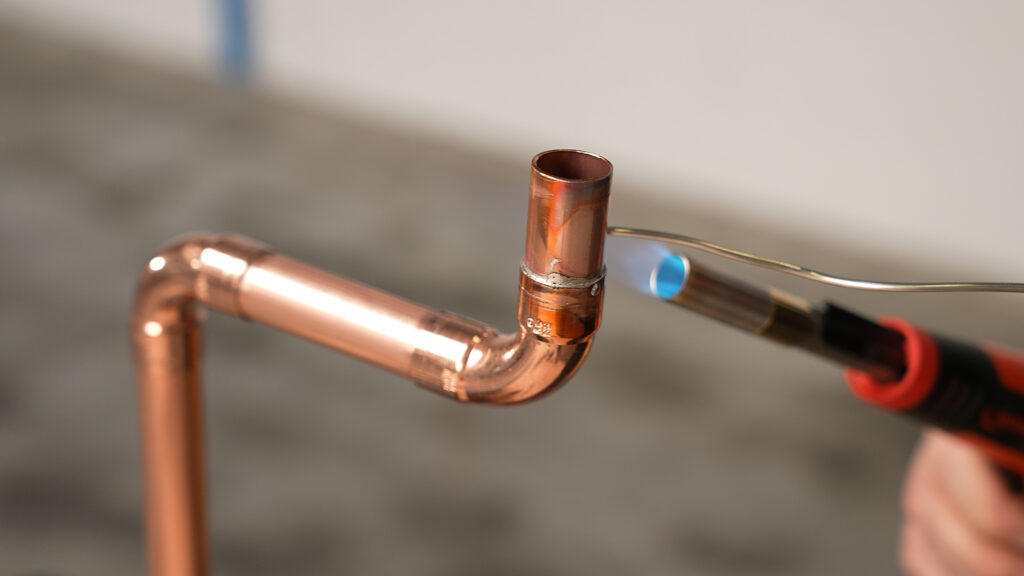
Mit einer, der Rohrdimension angepassten, Brennerflamme werden Rohr und Fitting gleichmäßig erhitzt. Die Flamme sollte breit genug sein, um das Rohr ringsum zu erfassen. Eine punktuelle oder zu starke Erwärmung einzelner Bereiche ist zu vermeiden, da dies zu ungleichmäßigen Ergebnissen führen kann.
Ein Indikator für das Erreichen der richtigen Arbeitstemperatur ist das Schmelzen der Lötpaste: Im Lötspalt bildet sich ein metallisch glänzender Ring. Dies zeigt an, dass das Lot zu fließen beginnt und die Verbindung hergestellt werden kann.
Sobald die Temperatur stimmt, wird das zusätzliche Lot zugeführt – ohne direkte weitere Flammeneinwirkung auf die Lötstelle. Achtung: das zugeführte Lot (z.B. Cu-Rotin®3) muss die gleiche chemische Zusammensetzung wie das Lotpulver in der verwendeten Lötpaste aufweisen (hier Sn97Cu3).

Die benötigte Lotmenge richtet sich nach dem Rohrdurchmesser: Bei einem Lötdrahtdurchmesser von 2,7 mm entspricht die erforderliche Lotlänge in etwa dem Außendurchmesser des Rohrs. Ein gleichmäßiges Einfließen des Lots in den Spalt sorgt für eine dichte und belastbare Verbindung.

Tipp: Bei sensiblen Installationen – etwa in bewohnten Räumen oder bei Aufputzleitungen – kann, anstelle eines Gasbrenners, ein Widerstandslötgerät eingesetzt werden, um Schäden durch offene Flammen zu vermeiden.
Eine optische Kontrolle der fertigen Lötung hilft, eventuelle Fehler wie unvollständiges Lot oder unsaubere Fließzonen frühzeitig zu erkennen und falls nötig zu beheben. Eine sachgerechte Nachbehandlung der Lötstellen stellt die Langlebigkeit der Installation sicher.
Nach Abschluss des Lötvorgangs wird die erkaltete Lötstelle mit einem feuchten, sauberen Lappen sorgfältig abgewischt. Dabei werden Flussmittelrückstände entfernt, die andernfalls Korrosion begünstigen könnten.

Lötpaste Cu-Rofix®3 – Spezial
Lötdraht Cu-Rotin®3
Reinigungsvlies Cu-Rovlies
Das Recycling von Metallen bietet enorme Potenziale zur Reduzierung von CO2-Emissionen. Wissenschaftliche Studien belegen seit Jahren, dass die Kreislaufwirtschaft eine…
In der modernen Elektronikfertigung steigen die Anforderungen an Prozesssicherheit, Effizienz und Umweltverträglichkeit stetig. Mit der Entwicklung der No-Clean Flussmittel-Serie ISO-Flux® „ClearWave“ bietet die FELDER…